A Practical Guide to Turning Safety Gaps into an Actionable Improvement Plan
Legacy machines are the backbone of many manufacturing facilities, but they are also one of the largest sources of unmanaged risk on the shop floor.
Unlike new OEM equipment designed with modern safety standards in mind, legacy machines often lack proper guarding, functional safety controls, documentation, or risk prioritization. The challenge for safety managers is not just finding hazards, it is knowing where to start, what matters most, and how to build a realistic improvement plan that aligns with budget, downtime, and production priorities.
That is where a machine safety risk map becomes one of the most powerful tools in your safety strategy.
In this article, we will explain:
- What a risk map is (and what it is not)
- Why risk mapping is especially critical for legacy equipment.
- How to create a facility-wide risk map step-by-step
- How to turn your map into a 12–24-month safety improvement plan
- Common mistakes to avoid when mapping legacy machine risk.
What Is a Machine Safety Risk Map?
A risk map is a visual and data-driven representation of machine safety risk across a facility.
Rather than reviewing machines one-by-one in isolation, a risk map allows you to:
- See where hazards are concentrated.
- Identify high-risk legacy machines.
- Compare risk severity vs. exposure.
- Align safety investments with actual risk, not assumptions.
Think of it as the bridge between:
- A walk-through safety audit
- And a fully engineered risk reduction roadmap
A risk map does not replace a task-based risk assessment (TBRA), it guides where detailed assessments should be focused first.
Why Risk Mapping Is Essential for Legacy Machines
Legacy machines present unique challenges that make risk mapping especially valuable:
1. Inconsistent Safety Design
Older equipment was often built:
- Before modern OSHA enforcement practices
- Prior to ANSI B11 or ISO 13849 frameworks
- Without standardized guarding or interlocking
This leads to wide variability in risk levels across machines performing similar functions.
2. Missing or Outdated Documentation
Many legacy machines lack:
- Electrical schematics
- Safety circuit documentation
- OEM manuals
- Performance Level (PL) data
Risk mapping helps prioritize investigation efforts before engineering time is spent.
3. Informal Modifications Over Time
Over decades, machines are often:
- Reconfigured
- Relocated
- Bypassed
- “Improved” for productivity without safety review.
A risk map helps uncover hidden risk accumulation caused by well-intended changes.
4. Limited Capital Budgets
Most facilities cannot upgrade everything at once.
A risk map allows leadership to:
- Defend safety spending with data.
- Phase improvements intelligently
- Avoid reactive, injury-driven investments.
Risk Map vs. Task-Based Risk Assessment (TBRA)
Understanding the distinction is critical.
| Risk Map | TBRA |
| Facility-level view | Machine-specific |
| Visual & comparative | Detailed & analytical |
| Prioritization tool | Design & compliance tool |
| Faster to implement | More resource-intensive |
| Guides planning | Guides engineering |
Best practice: Use a risk map first, then deploy TBRAs strategically where they deliver the most value.
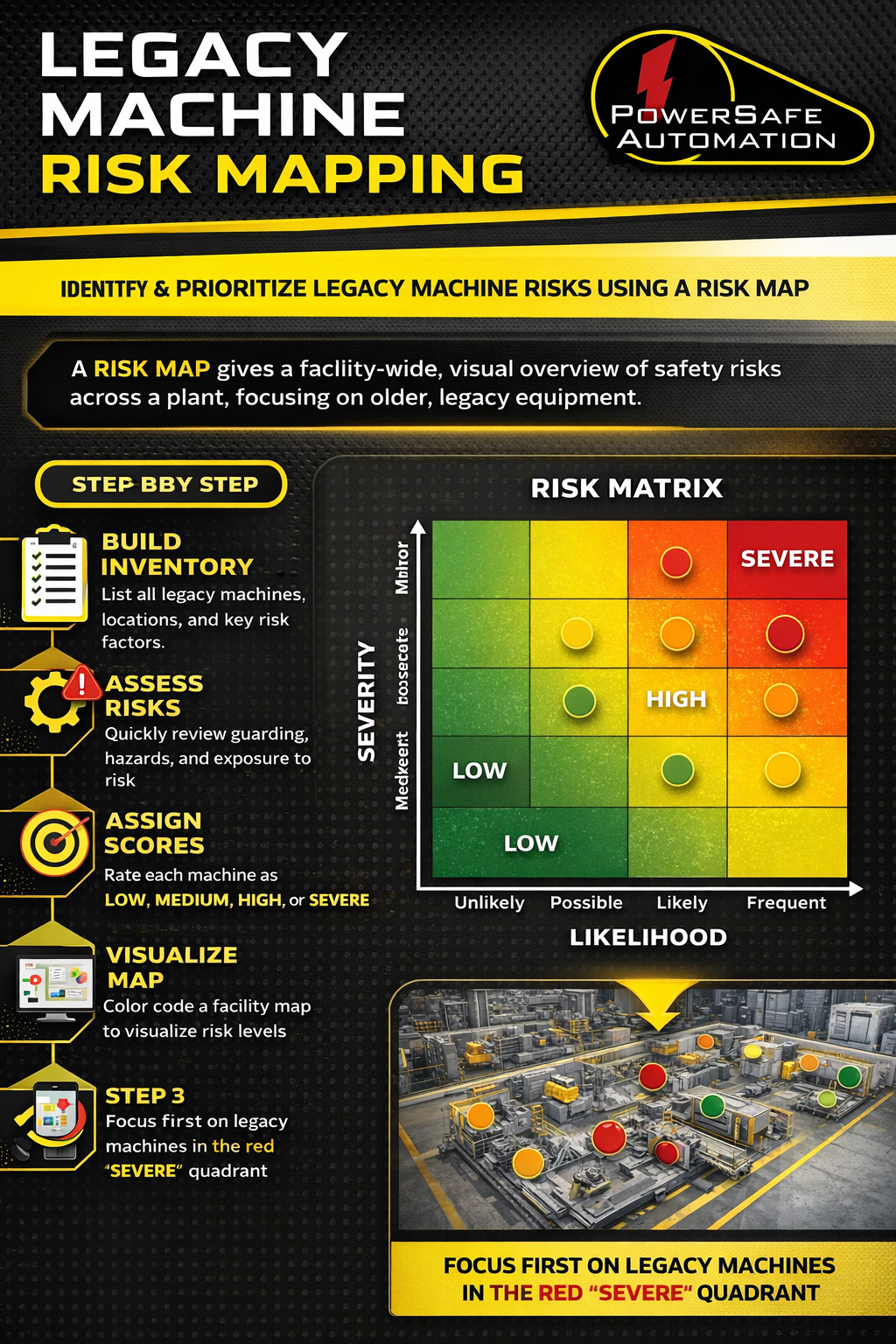
Step-by-Step: How to Create a Risk Map for Legacy Machines
Step 1: Build a Complete Legacy Machine Inventory
Start with a comprehensive list of machines, including:
- Machine name / ID
- Location
- Primary function
- Approximate age
- OEM (if known)
- Modification history (if available)
Include:
- Production equipment
- Conveyors
- Test stands
- Manual workstations with powered motion
- Custom or one-off machines
If it moves, rotates, presses, cuts, or traps, it belongs on the list.
Step 2: Define Risk Evaluation Criteria
Your risk map should be consistent and repeatable. Common criteria include:
- Severity of potential injury
- Frequency of exposure
- Probability of occurrence
- Number of operators exposed.
- Presence (or absence) of safeguarding
- Bypass or defeat potential.
This does not need to be a full ISO risk calculation, but it must be standardized.
Step 3: Perform a High-Level Guarding & Hazard Review
Conduct a walk-through assessment of each machine to document:
- Unguarded pinch points
- Exposed rotating components.
- Inadequate point-of-operation guarding
- Unsafe access during operation
- Manual intervention requirements
- Obsolete or defeated safety devices
Photos and notes are critical at this stage.
Step 4: Assign a Relative Risk Score
Use a simple, defensible scoring system such as:
- Low
- Medium
- High
- Severe
Or a numeric scale (e.g., 1–5).
The goal is relative ranking, not perfection.
The biggest mistake companies make is waiting for perfect data instead of actionable insight.
Step 5: Visualize the Risk Map
Once scores are assigned, create a visual map:
- Spreadsheet dashboard
- Heat map
- Facility layout with color-coded machines
- Ranked machine list.
This visualization becomes a powerful communication tool for:
- Leadership
- Operations
- Engineering
- Maintenance
- EHS teams
Turning Your Risk Map into a Safety Improvement Plan
A risk map is only valuable if it drives action.
Phase 1: Immediate Risk Reduction (0–90 Days)
Focus on:
- Highest severity + highest exposure machines
- Low complexity guarding fixes.
- Simple barrier or enclosure solutions
- Restoring defeated safety devices
These actions often deliver rapid risk reduction without major downtime.
Phase 2: Engineered Solutions (3–12 Months)
Target machines requiring:
- Interlocked guarding
- Presence-sensing devices
- Safety PLC upgrades
- Functional safety validation
- Electrical documentation
This is where task-based risk assessments typically make sense.
Phase 3: Long-Term Modernization (12–24+ Months)
Address:
- Obsolete equipment nearing end of life.
- Chronic injury history
- Machines incompatible with modern safeguarding
- Opportunities for automation or redesign
Risk mapping ensures these projects are planned—not reactive.
Common Mistakes to Avoid
- Treating the Risk Map as a Compliance Document
- A risk map is a planning tool, not a certification.
- Ignoring Production Reality
- Solutions must align with uptime, throughput, and operator workflow.
- Over-engineering Early
- Not every machine needs a full PL calculation immediately.
- Failing to Revisit the Map
- Risk maps should be reviewed annually or after major changes.
Why Risk Mapping Aligns with Modern Safety Strategy
Modern machine safety is shifting from:
- “Fix everything” → “Fix what matters most.”
- Reactive compliance → Proactive risk reduction
- Isolated audits → Strategic planning
Risk mapping supports:
- OSHA’s General Duty expectations
- ANSI B11 risk-based approaches
- ALARP principles
- Budget-justified capital planning
- Executive-level visibility
Final Thoughts: Risk Maps Turn Safety into Strategy
Legacy machines are not going away, but unmanaged risk does not have to stay.
A well-executed risk map:
- Creates clarity.
- Builds alignment.
- Defends safety investment.
- Reduces injuries.
- Accelerates real improvement.
Most importantly, it allows safety leaders to move from reactive firefighting to intentional risk reduction—one prioritized machine at a time.